
「技術情報」の記事
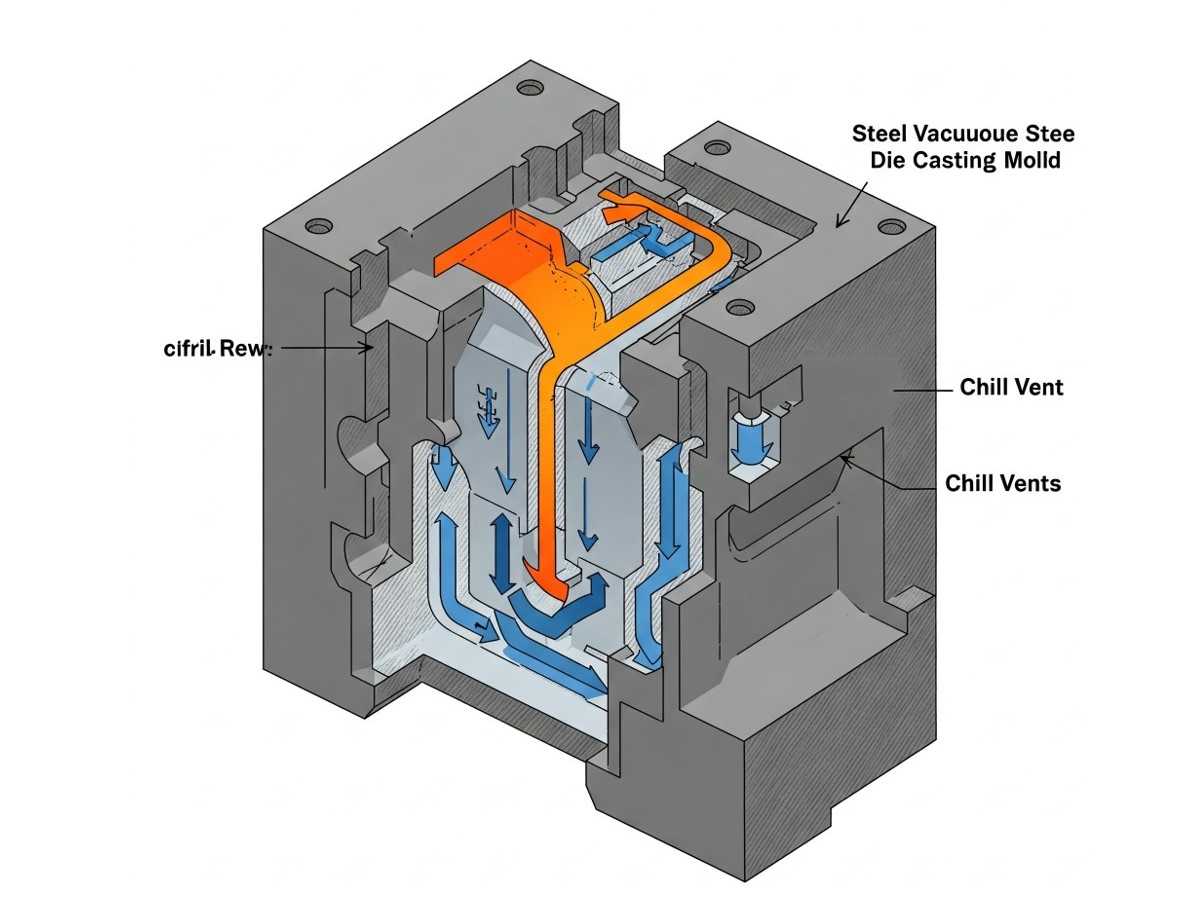
真空ダイカストにおけるチルベントの重...
ダイカストは、自動車部品から家電製品まで、幅広い分野で高品質な金属製品を大量生産するために不可欠な技術です。近年、より複雑な形状や高い品質要求に応えるため、真空ダイカスト法が注目を集めています。そして、その真空ダイカスト […]
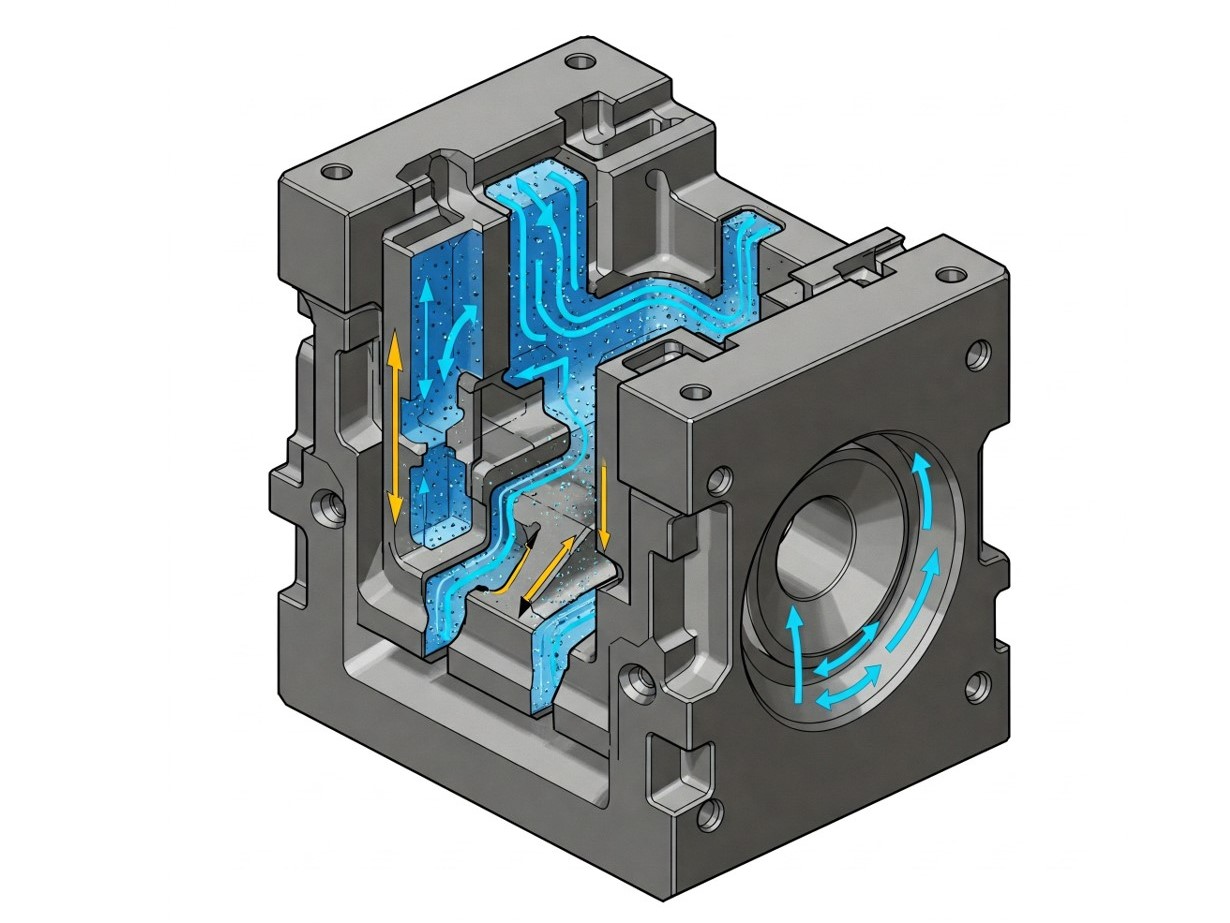
製品の品質を左右する冷却の重要性
なぜ冷却が必要なのか? ダイカストにおいて、高温に溶解した金属を金型に射出し、所望の形状に凝固させる冷却工程は、製品の品質を決定づける根幹です。もし適切な冷却が行われなければ、以下のような様々なトラブルが発生し、不良品の […]
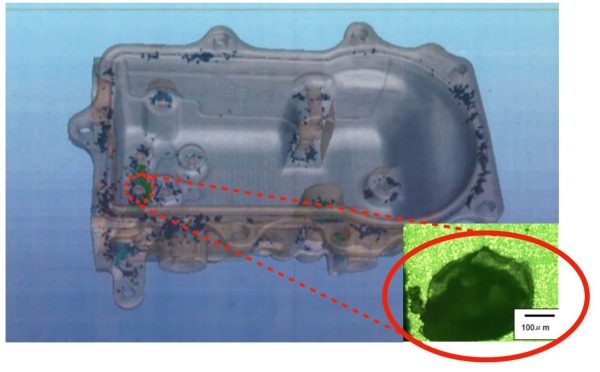
どうしても巣穴が無くならない時の対処...
(課題) 鋳造物の内部に発生した空洞が表部分にまで現れてしまう鋳巣。溶温の温度が適切でないことや、ガスが発生していること、溶融金属が通る湯道の問題、溶融金属の不足などが原因は様々です。外観部品であれば、僅かな巣穴でも見逃 […]

湯流れ改善のための設計提案
(課題) ヒートシンクの先端部が角形状の場合、湯流れが悪くボスの先端までアルミが流れず、形状不良品が発生するリスクがあります。十分に湯が流れない場合にはボス折れやクラック発生につながります。 (提案内容) 軽量・薄肉ダイ […]
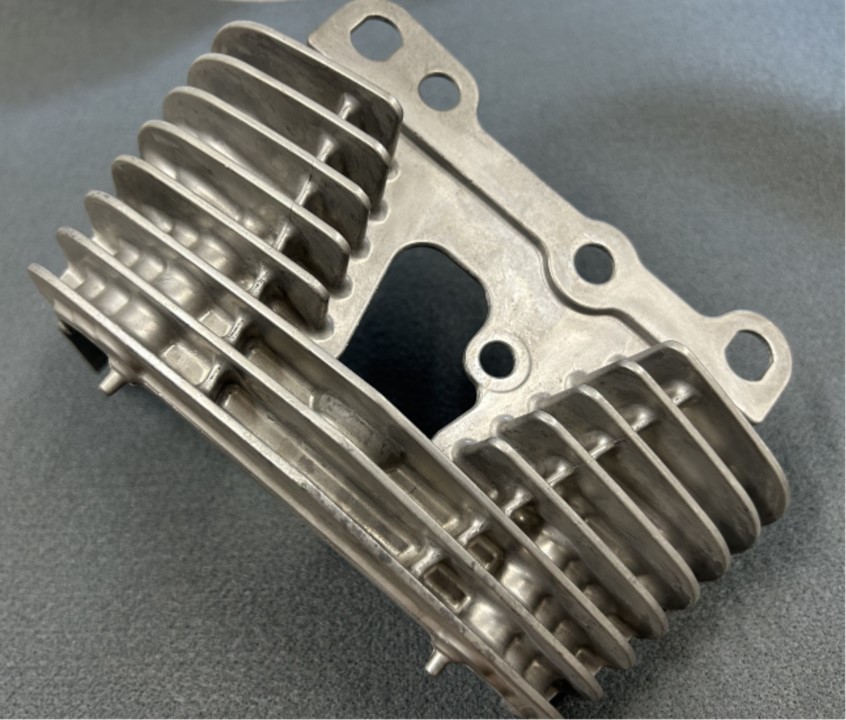
放熱性を高める設計提案
(課題) ヒートシンクは放熱性を高めるために、厚みの薄いものを複数枚重ねることは基本です。しかし製造工程においては、薄い部分が熱の影響で金型に引っ張られることがあります。この場合に仕上がった形状は曲がりが生まれ、放熱効果 […]
冷却ピンで鋳巣の発生を抑制
(課題) ダイカストを含む鋳造は厚みや部位によって冷却速度に差が発生します。特に薄い部分は速く冷え、厚い部分や最終充填箇所は冷えるのに時間がかかります。この現象により、冷却速度が遅い部分は内部に丸みのある空洞ができるピン […]

湯回り向上のための金型の表面処理
(課題) 金型から製品を取り外す際に金型やダイカストの表面に発生する傷のことをかじりと言います。かじりは離型する時に摩擦抵抗が大きくなることが原因ですが、湯回りが悪いことや湯当たりがきつければ、金型表面にザラザラとしたか […]
鋳抜きピンの表面処理で圧漏れ対策
(課題) ダイカストの強みは大量生産で発揮されますが、連続生産を阻む問題の一つとして鋳抜きピンの折損が挙げられます。鋳抜きピンが折損する原因は湯の流れの加減でピンが焼付き、アルミ合金が付着して高温・高圧にさらされ強度が低 […]
ゲート厚の最適化
(課題) ダイカスト金型は高温の溶融した金属を射出することで、固定型の方に熱膨張で膨らみが現れ、場合にもよりますが、1ヶ月に1回程度で金型を回収しなければなりません。当然、金型を修理するのにリードタイムが伸びることに加え […]

金型の作りこみによる圧漏れ対策
(課題) 圧漏れはチル層が破断することで、鋳肌もしくはその加工面と内部が相互貫通することで起こるダイカスト欠陥です。この欠陥を防ぐために、微細な鋳巣や割れに樹脂を注入し、硬化させて不要な穴を塞ぐことを含侵処理と言います。 […]
